Hizmetlerimiz
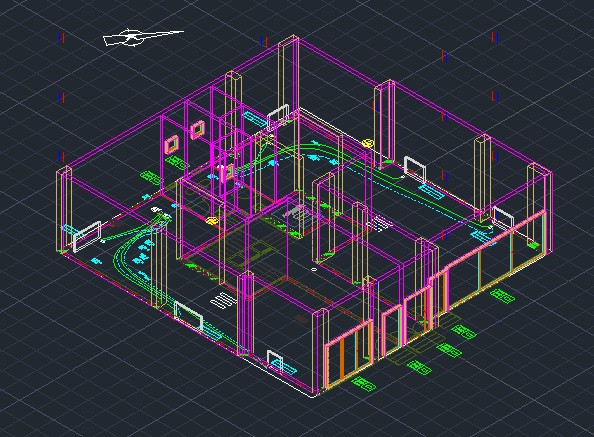
MEKANİK TESİSAT PROJELERİ
Sıhhi tesisat, Yerden Isıtma, Merkezi Isıtma-Klima-Havalandırma, Soğutma, Yangın Tesisatı, BİNA Sprink Tesisatı, FM200 Projeleri, Merdiven Basınçlandırma.

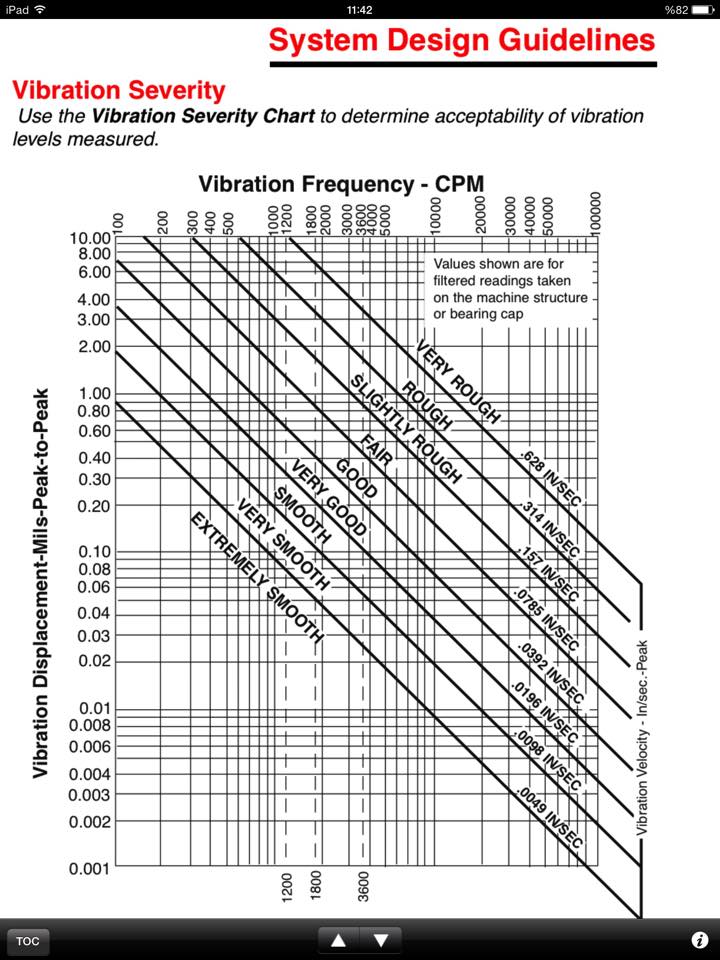
BAKIM DESTEK - YERİNDE BALANS
Kestirimci bakım kapsamında sanayi tesislerinde titreşim ölçüm analizi ve sonrası söküm yapılmadan dinamik fan ve rotor balans ayarı çözümleri.

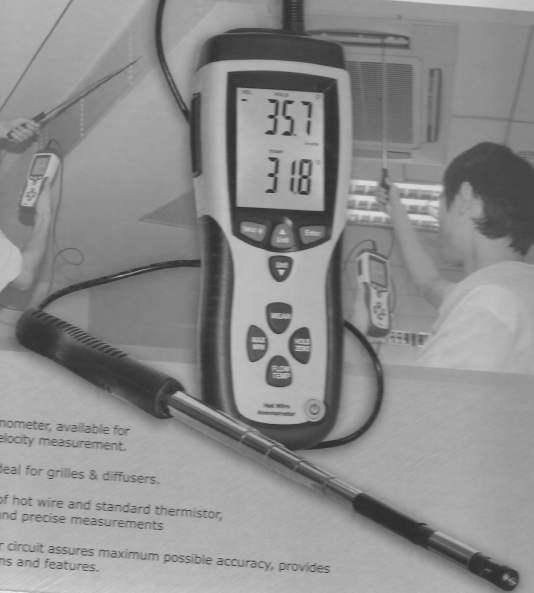
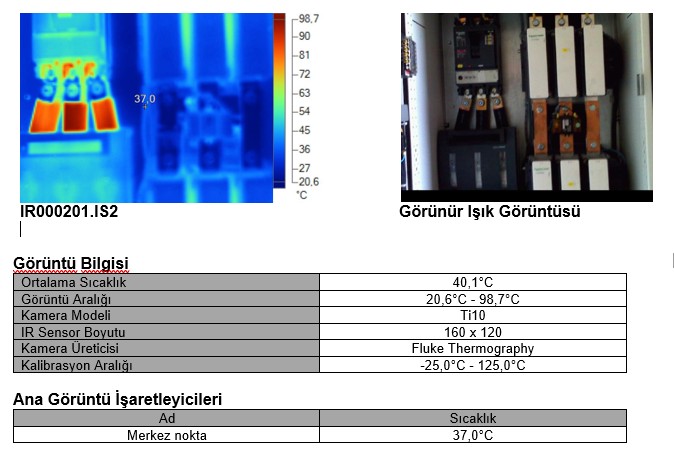
ENDÜSTRİYEL ÖLÇÜMLER
Modern teknolojilerle verimli ve sürdürülebilir tasarım hizmetleri ile endüstriyel sahalarda tam destek.
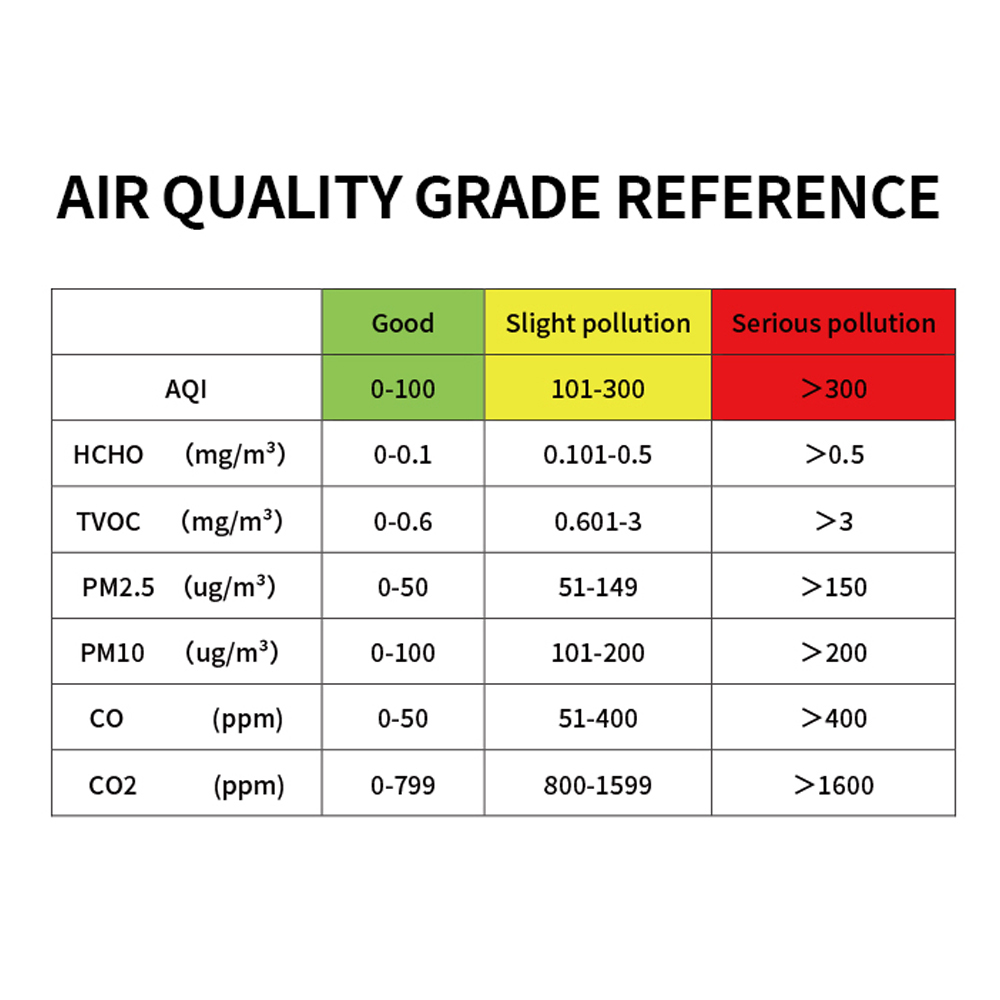
NELERİ ÖLÇÜYORUZ.?



Ölçüm Fiyatlarımız
Hizmet Fiyat ListesiİLETİŞİM
KÖKSAL SÖNMEZ HOME OFİS
Mak. Müh. Köksal SÖNMEZ
KARASAMSUN Mah. MEHMET AKİF ERSOY Cad. 223.SOK. SEYMEN Apt. 4/14
İLKADIM / SAMSUN
GSM: 0 532 340 76 86
E-Posta: konakmakina@gmail.com